本產品榮獲鍛造協會之〝鍛造週邊設備佳作獎〞
恆溫加熱器之研究發展緣起

近年來受到全球經濟不景氣之影響,各公司均絞盡腦汁來改善經營方式,增加生產能量,提高產品品質,降低生產成本,縮短交貨期,提高機械之妥善率,期使公司能運作正常業績蒸蒸日上。
鑒於以往鍛造業者,因溫熱鍛模具於生產前未做好模具之預熱,使用後又未做好應力之消除之保養維護工作,而降低模具使用壽命,甚至於生產作業中發生破裂之現象,除影響生產進度外,更增加模具製作成本,本公司遂致力於模具壽命提升之開發與技術研究,研究如何做好鍛造前之模具預熱及使用後之應力消除工作,延長模具使用壽命,並設計一種簡單可直接在模具上加熱之恆溫加熱器。
另參觀訪問歐美之鍛造工廠,現況皆以瓦斯加熱器為多,而且皆是工廠內部依自己之環境與問題所拼裝而成之瓦斯加熱器,不但未符合安全規格,其潛在之危險不言可喻。因此亦更加思索符合安全規格,且具備模組化的構思!
鍛造界現況問題
現存作業與缺點
-
1
生產前未做好模具預熱作業.
-
2
必須經過多時作業調整後,如同鍛造機、模具,需經過一段作業流程之時間,工件品質厚薄才會趨於正常;亦即,初作業時,良率無法穩定.
-
3
模具使用後保養未做好應力消除之工作.
-
4
模具壽命不佳,影響生產進度之掌握與交貨期.
-
5
溫度無法控制均衡,預熱效果不彰.
-
6
台灣之環境尚佳即已造成諸多困擾,其他寒帶地區必然困擾更多.
恆溫加熱器之特色
-
1
現存之缺點獲得改善.
-
2
加熱器更簡易更符合生產者之需求.
-
3
恆溫加熱,以控制模具材料與恆溫之相關性.
-
4
加熱器保持機動,便於移動.
-
5
加熱器使用上安全100%.
-
6
使用者易接受,使用起來不煩雜.
-
7
採購設備者可確保經濟效益而不造成其負擔.
-
8
操作更加簡便容易.
-
9
加熱器可拆解、便利安裝與搬運.
-
10
鍛造工廠的重力震動不會影響加熱器.
-
11
不需要再增加人力成本.
-
12
可有效地改善品質水準,提昇附加價值.
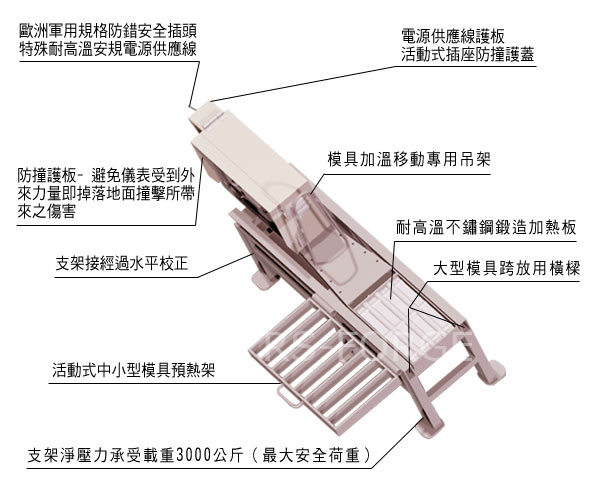
恆溫加熱器結構詳圖
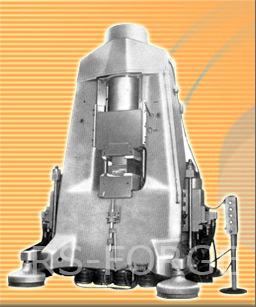
實際產品圖





國際上現行使用模具預熱之比較表
| 模具恆溫加熱器 | 瓦斯加熱器 | 棒材加熱法 | |
|---|---|---|---|
| 能源安全性 |
電力(2.5度/hr) 溫度控制箱 利用電力加熱 以及防錯措施 讓職場絕對的安全無虞 |
以瓦斯或天然氣作為加熱能源 職場如不安全之炸彈 |
使用電熱爐高週波爐 亦為電力能源為主 安全無虞 |
| 安置處理與機動性 |
模組化設計 機動性佳 安置容易 |
沒有模組化規格化 安置除職場受限外亦需考量瓦斯 |
固定式設備 成本高昂 機動性尚可 |
| 溫度品質控制 |
恆溫控制器控制 溫差準確 |
直接燃燒 無法控制溫度 |
無溫度標準 溫度準確性差 |
| 應力消除能力 |
執行能力高 可長期讓模具恆溫預熱 |
無法消除應力 實況依環境變化差誤大 |
無法消除應力 實況依環境變化差誤大 |
| 模具壽命 |
由於模具不受冷熱煎熬(熱脹冷縮) 壽命佳不易碎裂 UP 1/3 |
一般模具受到冷熱差(熱脹冷縮) 壽命往往不佳易碎裂 尤其材料關連變數更大 |
一般模具受到冷熱差(熱脹冷縮) 壽命往往不佳易碎裂 尤其材料關連變數更大 |
|
導熱裝置之 簡化作業 |
導熱版+結構鋼架 讓模具之安置穩定與減少碰撞 |
直接燃燒 無法在未拆模機具上之情況加預熱 |
利用鐵棒成為通紅直接傳導 無法在拆卸之模具先行作預熱備 |
|
稼動力鍛造機 工作實績 |
一開始上工即可立即讓模具 與作業流程依正常方式運作 |
需要測試模具加工後之工件穩定度 | 開工時模具僅在作預熱之工作浪費工時 |
| 耗用能源 |
電力:1時=2.5度(離峰用電) 每度0.77x2.5度=每小時1.925元 每小時1.925x15時=28.875元 |
使用20公斤一桶: 500元/37.5時=每小時13.33元 每小時13.33元x15時=199.95元 |
電力:200KW 每分鐘使用電力3.3度x10分鐘=33度 (尖峰用電) 每度1.96元x33度=64.68元 |
模具恆溫加熱器動態操作說明
| 操作實況片斷Movie-1 | 操作實況片斷Movie-2 | 綜合操作影片Movie-3 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
下班後,收工前(包含午休)
 |
上班前2分鐘(包含午休)
|
完整之操作流程
|
||||||||||
|
調整鍛造機上下模間距為40m/m,恆溫加熱器放在上下模之中間,不要離模具太高以免影響昇溫。 0.77元x2.5度x15小時= 28.875元/日,非常經濟! |
此時恆溫加熱器已經在鍛造機上下模之中間。上工後祝貴公司今日生產順利! |
@工作流程注意事項:1. 下班後收工前記得打開電源→加溫→指定溫度。2. 上班前2分鐘收好恆溫加熱器記得關閉電源。 3. 加熱器與延長管線(不可彎折)收納在結構鋼架內避免碰撞損壞。 4. 恆溫加熱器的使用目的是為了模具裝在鍛造機上不致於產生溫差上下起伏大而發生模具熱脹冷縮過於頻繁,致使模具拉傷造成碎裂。 @ 使用在空氣槌鍛造機上它的軸心溫度可在50°C左右,可避免軸心斷裂。 @ 使用在機械式沖床上,它的滑道頭座溫度可在50°C左右不冷縮,早上鍛造產品厚薄平均(滑塊高度不用調整)。 |
||||||||||
適用鍛造機別

高速精密溫熱鍛造沖床
空氣鎚鍛造機
恆溫加熱器之產品實績
嶸鑫公司設計一款簡易又方便搬運、移動、操作且又是恆溫控制的加熱器。這款恆溫加熱器可隨時在生產線或模具預熱架上進行預熱處理,甚可作模具內應力消除處理,真正達到模具強度不受外在環境影響,提昇模具壽命,增加工廠整體稼動力之功效且又不影響工作時間。在下班時,將恆溫加熱器直接放在鍛造機上、下模之中間,至隔天上班時將電源關閉,直接將恆溫加熱器抽出即可。
恆溫加熱器之系統組成與特性:
- 結構網架
- 導熱板
- 溫度控制器設計
依嶸鑫鍛造50多年的技術與經驗累積來審視,並對此加熱器在工廠內部實際測試、操作審視,目前公司內部已全部將此加熱器加入工廠必然設備之一環,期間之模具壽命UP,稼動力UP,生產效率提昇,品質不良率降低,也致使嶸鑫50多年來對模具預熱的困擾得到完全的解決。
